What’s the difference between PET preform & PET bottle? PET Preforms are solid, they are unfinished plastic products, and look like a test tube. PET Bottles are hollow bottles, blown-molded by PET perform. This article will give a detailed comparison between PET preform and PET bottle. Including appearance, production, characteristics, cost and other 3 aspects. We will also give purchasing recommendations for your reference.
1. Difference of Manufacturing Process
PET Preforms are intermediate products made by Integrated Injection Molding, PET Bottles are final products made by Blow Molding. Raw material quality, rPET ratio, colorants, and functional additives at the preform stage, will decide bottles’ performance.
To produce PET Preforms, you shall have a complete injection molding system that could cover every section from raw material handling to finished product discharge. For PET bottles, a Stretch Blow Molding Machine (SBM) is enough.
Let’s see the difference when produce them:
PET preforms were produced through 5 steps: PET pellet drying → heated and melted dried material at 270–290°C inside the injection molding machine → the melt will be injected under 800–1400 bar pressure through the gate into the preform mold → preform will be formed in the cavity space between the core and the cavity → preform cooling down → a Robotic arm takes out the hollow preforms from the mold
PET bottles were made by half cooled or cooled bottle preforms, preforms will be stretched at 90~120°C high temperature, then be blown into bottles under high pressure.
Normally, there’s 2 different methods to produce PET bottles: One-step method & Two-step method.
- One-step method means bottle preforms and bottles will be produced in one production system. The preforms will be sent into the blow molding system directly when half-cooled. It’s more suitable for high precision PET bottle production because of lower production rate.
- Two-step method means injection molding and blow molding were carried out separately. Bottle preforms will be cooled first after injection, then cooled preforms will be blown up by blow molding machines. If you already have blow molding equipment, purchasing preforms and blow by yourself could save shipping cost, and be safer than purchasing bottles.
2. Difference of Design
A PET preform looks like a test tube. It already has a pre-molded neck finish (threaded or snap-on), and the diameter of the neck is the same as the final bottle.
The preforms are not as transparent as the final bottle, because preforms have thicker walls, light will travel through a denser plastic layer. However, if you find crystallization (whitening) or bubbles in preforms you sourced, please note that these defects will not disappear during blow molding. In such cases, you could request a reproduction from your supplier.
Colored PET preforms look darker than final bottles, because the thicker preform wall will concentrate the pigments. Once blow-molded, the walls become thinner, color will appear lighter and more translucent. This way, for colored bottle projects, confirming the preform color alone is not enough, you should always base your final approval on the blow-molded bottle samples.
Below is a detailed table comparing the appearance:
| Comparison Factor | PET Preform | PET Bottle |
|---|---|---|
| Shape | Short, thick, tubular semi-finished product | Fully molded, hollow final bottle |
| Size | Small, easy to transport and store | Large, requires more storage space |
| Body Silhouette | Straight tubular shape without the final bottle contour | Features a shoulder, body, base, waist, and grip area |
| Wall Thickness | Typically ranges from 3.5 to 4.5 mm | Thins out after blowing as the material is stretched across the bottle body |
| Neck | Neck, threads, sealing surface, and neck ring are fully molded during injection molding | Neck finish remains unchanged after blowing; only the bottle body expands |
| Support Ring | Prominent support ring used for conveying and blow-molding clamping | Retained as part of the neck structure in the finished bottle |
| Bottom | Usually contains a gate vestige or injection point | Forms the final bottle base, such as petaloid, flat, or ribbed designs |
| Body Details | No labeling panels, ribbing, embossing, or finger grips | Can be customized with labeling areas, ribs, textures, logos, and branding features |
| Transparency & Color | Appears darker and less transparent due to the thicker wall section | Appears lighter and more transparent after stretching during blow molding |
| Weight | Typically ranges from 5 g to 800 g, depending on bottle requirements | Remains the same as the original preform after blowing |
| Appearance Determinant | Determined primarily by the injection mold design | Determined primarily by the blow mold design |
3. Difference of Uses
PET preforms can be distributed as semi-finished products to bottle blowers, beverage manufacturers, water bottlers, edible oil producers, etc.
Post-blow molding, PET bottles cater to a wide range of packaging sectors
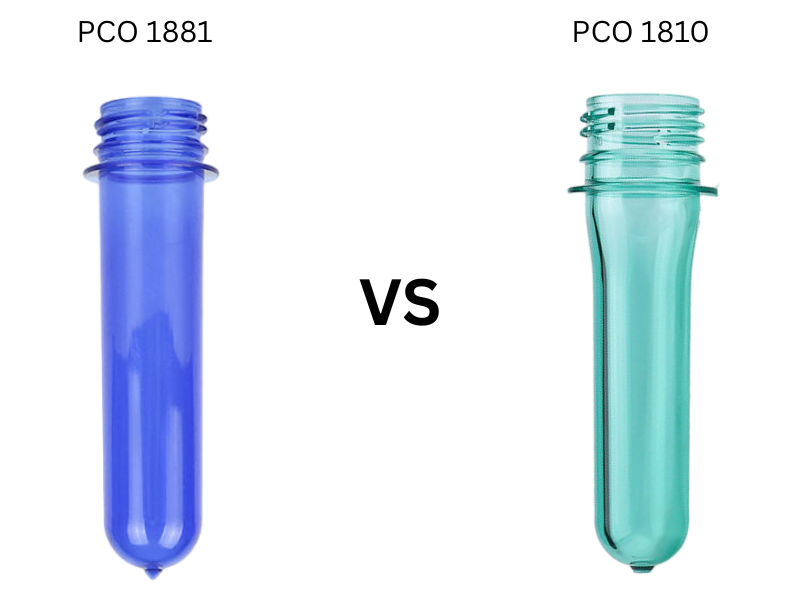
- Carbonated Soft Drinks (CSD): Typically utilize 28mm PCO 1810 / PCO 1881 PET preforms.
- Sports Drinks: Typically utilize 28mm, 30/25, or 38mm PET preforms.
- Juice & Tea Drinks: Typically utilize 38mm hot-fill PET preforms.
- Bottled Water (Small Format): Typically utilize 26mm, 28mm, 29/25, or 30/25 PET preforms.
- Disposable or Refillable Water Gallons: Typically utilize 55mm PET preforms.
- Edible Oil Bottles: Typically utilize 38mm, 48mm, or 55mm PET preforms.
- Cosmetic Bottles: Typically utilize 18mm, 20mm, 24mm, 28mm, or wide-mouth PET preforms.
- Pharmaceutical Bottles: Typically utilize 18mm, 20mm, 24mm, 28mm, or 38mm PET preforms.
- Candy Jars: Typically utilize 63mm, 70mm, 83mm, 89mm, or 100mm wide-mouth preforms.
- Pet Food Jars: Typically utilize 63mm, 70mm, 89mm, or 100mm wide-mouth PET preforms.
- Sauce Bottles: Typically utilize 38mm, 43mm, 48mm, or 55mm PET preforms.
- Cleaning Liquid Bottles: Typically utilize 28mm, 32mm, 38mm, or 48mm PET preforms.
- Honey Jars: Typically utilize 38mm, 43mm, 48mm, or 63mm wide-mouth PET preforms.

4. Difference of Storage & Shipping
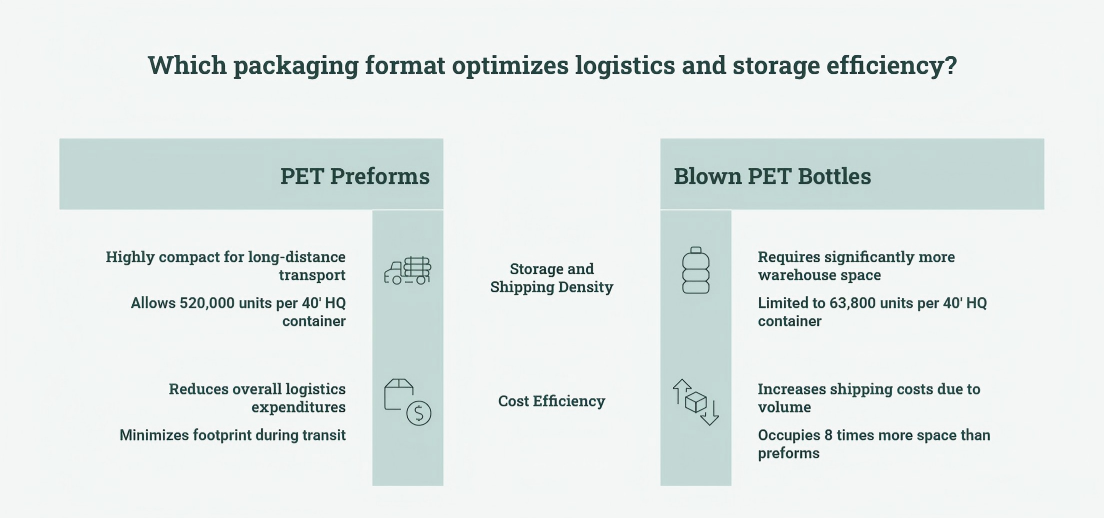
In most cases, PET preforms are more suited for warehousing and long-distance transportation. PET bottles are ideal for manufacturing near the filling lines.
For example, a standard paper carton size 49 x 39 x 29.5 cm, our 28mm PCO1881 preform, weight: 30g / preform, 480 preforms / carton. One 40′ HQ container holds around 1,083 cartons, totalling around 520,000 preforms.
Once a 28mm PCO1881 preform be blown into a 500ml carbonated beverage bottle (same with a H: ~229 mm x D: ~67mm Coca-Cola bottle), carton size 394 x 258 x 226 mm, 24 bottles/ carton.That’s to say, a 40′ HQ container can only hold a maximum of about 63,800 bottles.
Clear to see, an empty blown PET bottle may require 8 times more space compared to unblown PET preforms during storage or shipping. Purchasing preforms could help to save these costs.
5. Difference of Strength
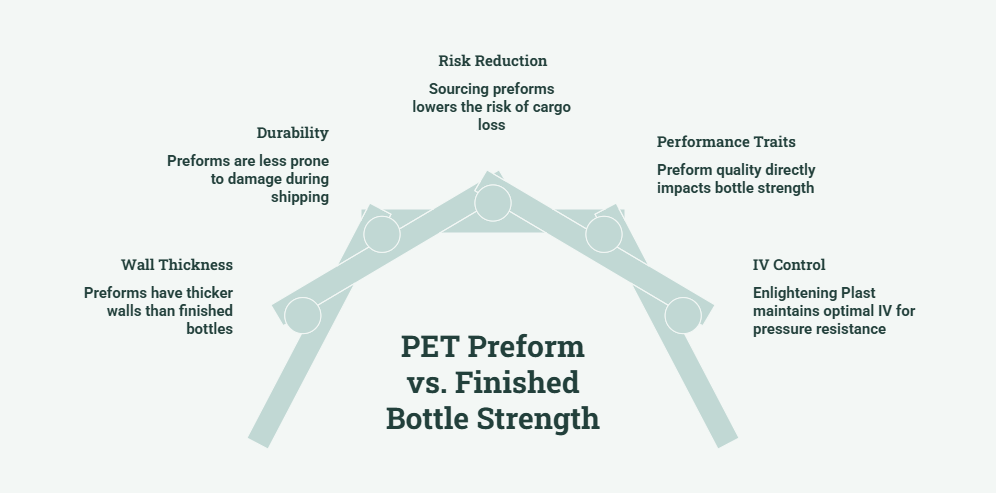
PET materials were used during both PET preforms and PET bottles production processes. Meanwhile, wall thickness of a PET preform is around 3~4mm, and wall thickness of a finished bottle is around 0.25 to 0.4 mm after biaxial stretching. It’s easy to understand that preforms are much more sturdy. During long-distance shipping, preforms are less inclined to be crushed, deformed, or occurred to transportation damage. Sourcing preforms could lower risk of cargo losses rather than sourcing empty finished bottles.
Furthermore, while standard bottled water requires optimal top-load and drop resistance, carbonated beverage bottles require superior internal pressure resistance, and hot-fill bottles require thermal stability and vacuum shrinkage resistance. These performance traits are not determined by blowing, instead, preforms’ quality directly decides bottles’ strength. At Enlightening Plast, we strictly control the IV (Intrinsic Viscosity) value of our raw preforms within a range of 0.78 to 0.85 dl/g, which could guarantee your blown bottles have optimal pressure resistance within the ideal engineering range, more suitable for high-volume carbonated beverage production.
6. Difference of Sustainability
PET material itself is recyclable, you could add a certain proportion of rPET (recycled PET) to produce preforms and blow them.
As mentioned previously, PET performs need less space & cost on shipping, which means lower logistics carbon emissions.
Furthermore, handling defective preforms is more straightforward. In contrast, rejected bottles post-blowing need much stricter controls on contamination, color consistency, IV degradation, and impurities. If you don’t have injection molding equipment yet, you may also need to find suitable third-party recyclers to handle these empty bottles, which inevitably need more costs on recycling logistics and management.
PET preforms are normally designed for single-use PET bottles, however, they could also be used for reusable bottles production. At Enlightening Plast, we offer premium PET preforms that could be used for 5-gallon refillable water jugs, providing the perfect solution for your returnable and eco-friendly drinking water packaging production.
7. Difference of Cost
If you don’t have blowing equipment yet, purchasing finished PET bottles will be more convenient. However, if you already have a blow molding machine and filling lines, sourcing PET preforms is more suitable for long-term production, cost control, and large quantity supply.
For example, in our own factory, PET preform prices range is around US$0.08 to $7.50/pc, depending on neck finishes, gram weight, and customization requirements. The MOQ (Minimum Order Quantity) for 5-gallon PET preforms starts at 7,000 pcs+, while other common preforms may require 100,000 pcs+.
If purchasing finished PET bottles, the added expenses will reflect on both unit price and logistics costs. Currently, unit price of a 500ml empty PET bottle is at around US$0.10 to $0.30/pc, while its MOQ is not much lower than that of preforms, which usually around 5,000 to 20,000 pcs.
If you decide to blow bottles by yourself after purchasing preforms, you must consider the additional blowing costs. For a standard 500ml beverage bottle, blowing costs include electricity, high-pressure air, labor, mold wear, equipment depreciation, and defect losses, a rough estimation of the cost is around US$0.005 to $0.02/bottle. Since 5-gallon water jugs are larger, have longer blowing cycles, and consume more air, their per-unit blowing operational cost can be around US$0.10 to $0.40/jug.
In short, if you already have a blowing machine, there will be a cost advantage to buy preforms. For example, using a 500ml beverage bottle as a baseline: if a 30g preform is priced at US$0.08/pc, with an in-house blowing cost around US$0.005 to $0.02/bottle, the total base cost of your finished empty bottle may around US$0.085 to $0.10/bottle. Compared with purchasing finished empty bottles directly, using PET preforms makes managing long-term production costs much more achievable.
More importantly, the benefit goes beyond a lower unit price. PET preforms have a small footprint, lower the cost on logistics and storage. For long-term, high-volume production, sourcing PET preforms and blowing them locally could avoid empty bottle shipping, reduces warehouse space, and allows your blowing speeds aligned with your filling lines better.
Comprehensive Comparison: PET Preform vs. PET Bottle
| Comparison Factor | PET Preform | Finished PET Bottle | What It Means for You |
|---|---|---|---|
| Manufacturing Craft | Injection molded; a semi-finished intermediate product | Blow molded; the final packaging container | Sourcing preforms offers production flexibility if you own a blow molder |
| Production Method | Compatible with either single-stage or two-stage processes | Blow-molded from a heated preform | Two-stage processing is widely adopted by high-volume beverage and water plants |
| Equipment | Requires an injection molding system for production | Requires a Stretch Blow Molding (SBM) machine for forming | If blowing machinery is already on your floor, purchasing preforms is ideal |
| Appearance & Shape | Short, thick, and tubular | Fully contoured shape with a hollow structure | The preform's high density improves storage and transit efficiency |
| Neck Finish | Threads, sealing surface, and neck ring are already finalized | Neck finish remains unchanged post-blowing | Crucial neck dimensions and tolerances should be verified at the preform stage |
| Wall Thickness | Typically ranges from 3 to 4 mm | Typically thins out to 0.25 to 0.4 mm | Preforms have strong rigidity and resistance to crushing |
| Color Performance | Appears darker and concentrated due to wall thickness | Becomes lighter and more translucent after stretching | For colored bottles, final approval should be based on blown samples |
| Transparency | Lower transparency due to dense layers | Achieves clarity after biaxial stretching | Preform defects like crystallization or bubbles do not disappear post-blowing |
| Intended Use | Used to blow into final PET containers | Ready for filling, labeling, and retail | Preforms are customized for factories with active production lines |
| Application | Preforms for water, soft drinks, edible oil, and large-gallon jugs | Packaging for beverage, food, cosmetics, and chemicals | Preform specifications dictate compatibility with end-market products |
| Storage Volume | Highly compact with excellent packing density | Bulky footprint, requiring more warehouse space | Preforms allow high-density stock-piling, reducing storage costs |
| 40' HQ Load Capacity | Holds ~520,000 pcs of 28mm 30g preforms | Holds ~63,000–64,000 pcs of 500ml bottles | One bottle ≈ eight preforms by volume |
| Shipping Cost | Lower, cost-effective for global export | Higher, essentially transporting air | Preforms save logistics costs and space |
| Transit Damage Risk | Thick-walled, sturdy | Thin-walled and vulnerable | Preforms reduce risk of transit damage and scrap |
| Core Performance Metrics | Dimensional stability, wall uniformity, IV consistency | Top-load, drop impact, internal pressure, thermal stability | High-quality preforms are foundational for final bottle performance |
| CSD Compatibility | Requires control over Intrinsic Viscosity (IV) | Must handle internal carbonation pressures | IV 0.78–0.85 dL/g ensures sufficient pressure ratings |
| Sustainability / ESG | Compact size lowers transit emissions | Recycling efficiency limited by labels, color, sorting | Preform procurement supports green logistics goals |
| Scrap & Defect Handling | In-house regrinding is simple | Bottle scrap requires careful monitoring | Managing defective preforms is easier and cleaner |
| Price Range | US$0.08 to $7.50/pc (spec-dependent) | US$0.10 to $0.30/pc for 500ml bottles | Preforms provide cost advantages for high-volume production |
| Blowing Cost Factor | Requires separate budget | Processing cost included in unit price | In-house blowing adds ~US$0.005–0.02/bottle for utilities and labor |
| MOQ | 5-Gallon: 7,000+ pcs; Conventional: 100,000+ pcs | Empty bottles: 5,000–20,000 pcs | Use bottles for trials; scale to preforms for long-term production |
| Ideal Target Audience | Factories running synchronized blowing and filling | Brands/packers filling without machinery | Preforms unlock cost savings for infrastructure-equipped operations |
FAQ
What is PET Preform?
A PET preform is a thick-walled, sturdy, test-tube-shaped unfinished plastic item (often referred to as a “parison” or “embryo”). Preforms will become bottles after reheated and blow-molded.
What is a PET Bottle?
A PET bottle is an expanded hollow container formed after stretching and blow-molded a PET preform. Plastic bottles made from PET are lighter, more transparent, stronger, and more cost-effective than those made from alternative materials. They are universally utilized for packaging drinking water, carbonated soft drinks, and other liquids.
How Many Times Can I Use a PET Bottle?
Standard PET bottles are designed for single-use only. However, if the preforms are specifically manufactured for circularity, the resulting bottles can be reused 25 to 50 times. Additionally, preforms formulated with food-grade rPET can also be blow-molded into highly sustainable, reusable PET bottles.
Final Thought
If you already operate blowing machinery and filling lines, sourcing PET preforms would be more economical and suitable for stable, long-term production. If you don’t have blowing equipment yet, purchasing finished PET bottles directly would be more convenient. Or you could also invest in your own blow molder.
For PET packaging, you shall also consider other factors besides the unit price — manufacturer’s blowing yield rate & the final bottle’s structural strength, are very important. A professional preform supplier not only helps you slash material scrap rates but also ensures seamless efficiency for your downstream filling lines.
Enlightening Plast is a premier PET preform manufacturer based China, globally trusted for delivering a blowing yield rate of up to 99%. With 25 years of preforms manufacturing experience. We have extensive range of neck finishes from 28mm to 55mm and full market coverage of gram weights, specializing in clear, colored, and gradient preforms along with tailored application solutions for diverse industries. All our preforms are 100% recyclable and positioned to support your high-volume needs with exceptional cost efficiency.
If you are seeking the ideal PET preform solution for water bottles, carbonated soft drink bottles, juice bottles, edible oil bottles, or 5-gallon refillable water jugs, contact us today to get a competitive quotation.