When you compare PCO 1810 and PCO 1881, the difference is more than just a change in bottle-neck height. Each standard shapes how much resin you use, how stable your filling line runs, and how well your caps seal under pressure. If you manage PET packaging or operate a beverage plant, you’ve probably felt the pressure to balance cost, performance, and equipment compatibility. This guide walks you through both neck types in a straightforward way so you can choose the one that matches your production goals and your market reality.
What Is PCO?
Before diving into the comparison, let’s take a quick look at what PCO actually means.
PCO stands for Plastic Closure Only, and it refers to the standardized neck finish used on PET bottles in water and CSD production. This standard defines the key neck dimensions—such as thread diameter, thread profile, support-ring position, and finish height—so that your preforms and filling-line equipment stay compatible across suppliers and regions.
If you want to explore other neck standards beyond PCO shapes, read our extended guide on PET Preform Neck Types.
PCO 1810 vs PCO 1881: The Structural Difference
Now that you know what PCO refers to, let’s look at the most visible structural differences between PCO 1810 and 1881.
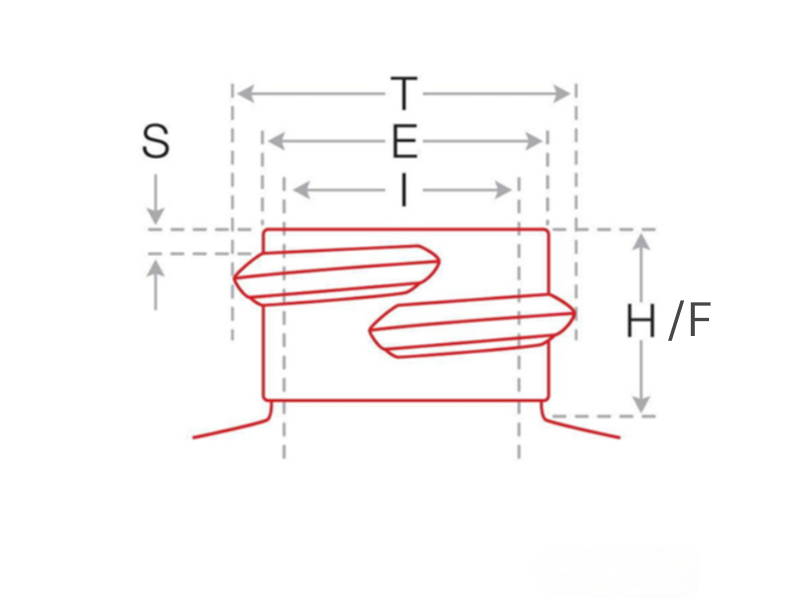
(In PCO International / CETIE standards, this height is labeled F instead of H, but it refers to the same neck section.)
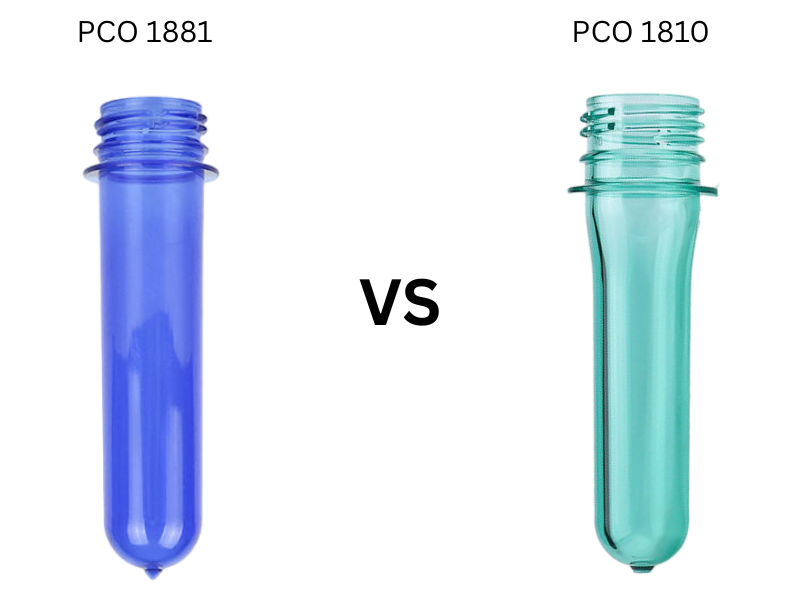
First, PCO 1810 is the older, heavier long-neck standard, while PCO 1881 is the modern lightweight short-neck version with a finish height that is roughly 4 mm shorter than PCO 1810. If you handle torque settings or cap matching, this shorter profile is usually the first difference you’ll notice.
In the diagram above, this finish height corresponds to the F dimension in the PCO International / CETIE standards, which measures the full height of the thread region plus the short transition below it.
The support ring also changes shape. On 1810, the ring is larger and heavier, designed for older CSD handling needs. With 1881, the ring becomes thinner and more material-efficient, which helps reduce resin use without affecting line stability.

When you look at both preforms side by side, the overall appearance tells the story. The 1810 looks like a traditional high-neck shape, while the 1881 shifts to a clean, compact short-neck form that aligns with today’s market trend toward lighter packaging.
These dimensions are based on the common specs you’ll see across the industry. In your own production, you may notice small differences because every mold and supplier works with slightly different tolerances.
| Item | PCO 1810 | PCO 1881 | Impact |
| Finish Height (F) | 21.00 ± 0.26 mm | 17.00 ± 0.25 mm | 1881 is shorter and reduces resin usage. |
| Support Ring Height (D) | 14.10 ± 0.20 mm | 11.20 ± 0.20 mm | Lower ring improves lightweight performance. |
| Thread Outside Diameter (T) | 27.43 ± 0.13 mm | 27.40 ± 0.13 mm | Close dimensions but not compatible for caps. |
| Neck Outer Diameter (E) | ~25.00 mm | ~25.00 mm | Similar size but height difference affects fit. |
| Inner Bore (I) | ~21.7 mm | ~21.7 mm | Small structural changes affect sealing surfaces. |
| Typical Neck Weight | ~6.0 g | ~3.8 g | 1881 saves 20–30% resin cost. |
| Cap Type | High-neck CSD cap | Lightweight short-neck cap | Caps are not interchangeable. |
| Thread Count | 3-start, long thread | 3-start, shortened thread | Influences sealing and torque behavior. |
How PCO 1881 & 1810 Production Process Differs
1. Mold Construction
The geometry of the neck determines how the mold is built and how fast it can remove heat.
PCO 1810 uses a deep and heavy cavity with a thick neck section, which requires more steel and deeper tooling. The cooling channels must reach farther into the neck area, and the ejector or stripper parts tend to be longer.
PCO 1881, with its short-neck design, has a shallower cavity, lighter molding blocks, and cooling channels that can be placed closer to the surface.
This makes 1810 molds heavier and slower, while 1881 molds run cooler and faster.
2. Cooling Speed and Cycle Time
The neck is the thickest part of a preform, so cooling speed limits your cycle time.
1810 needs a longer cooling phase because the neck mass is large. Cycle time stretches, energy usage rises, and output per cavity drops.
1881 cools significantly faster. Cycle time shortens, output rises by roughly 8–15%, and the part cost decreases.
This is one of the main reasons global beverage brands prefer 1881.
3. Material Consumption and Shrink Behavior
Neck material affects not only cost but also how the part behaves after molding.
1810 consumes more PET in the neck, creates stronger thermal gradients, and is more sensitive to viscosity changes and drying conditions, which can cause internal stress or whitening.
1881 reduces neck material by 20–30%, improves shrink stability, and offers a more consistent appearance. For buyers with high annual PET usage, the material savings become substantial.
4. Injection-Molding Parameters
Because the neck thickness differs, machine settings change as well.
1810 needs higher pack pressure, longer holding time, and longer cooling. Cycle compression is difficult.
1881 finishes holding sooner, requires lower clamp force, and stabilizes easily in high-cavity molds. Most factories achieve a higher good-part rate with 1881.
5. Demolding Behavior
The way the part leaves the mold affects both yield and long-term tool wear.
With 1810, the thick neck can grip the core tightly, increasing the chance of drag marks or whitening. It also demands a higher-precision polish on the neck.
1881 releases more smoothly thanks to its thinner and shorter finish, reducing wear and lowering the risk of defects.
Weight Difference Between PCO 1881 & 1810
Neck thickness determines how heavy each preform must be.
1810 is always heavier.
1881 cuts neck weight by 20–30%, translating directly into lower material cost and lower cap cost. For plants using 200–500 tons of PET annually, the savings are significant.
Below are weight options for our 28 mm PCO 1810 and PCO 1881 preforms. As you can see, the 1810 versions are consistently heavier due to their long-neck structure.
| Neck Type | Model | Weight (g) |
| 28 mm Short-Neck | 1881 | 10 g |
| 12 g | ||
| 15.5 g | ||
| 17.5 g | ||
| 21 g | ||
| 23 g | ||
| 25 g | ||
| 28 g | ||
| 30 g | ||
| 32 g | ||
| 35 g | ||
| 38 g | ||
| 43 g | ||
| 46 g | ||
| 28 mm Long-Neck | 1810 | 14 g |
| 16 g | ||
| 18 g | ||
| 21 g | ||
| 23 g | ||
| 25 g | ||
| 28 g | ||
| 30 g | ||
| 32 g | ||
| 35 g | ||
| 38 g | ||
| 42 g | ||
| 45 g | ||
| 48 g | ||
| 52 g | ||
| 55 g |
Application Difference Between PCO 1881 & 1810
Both 1810 and 1881 neck standards serve the drinking-water and CSD markets, but their adoption paths differ depending on equipment age, lightweighting goals, and regional preferences.
Where PCO 1810 Is Used
1810 still fits older CSD formats and legacy filling lines. Its thicker long-neck structure matches early-generation equipment, and many regions continue using it because their downstream customers and bottlers require compatibility with existing closure systems.
Where PCO 1881 Is Used
1881 has become the global default for bottled water, CSD, and sports drinks. The short-neck design handles CSD pressure while reducing material use and improving line efficiency. Most modern filling and blow-molding systems in Europe, the Middle East, and the Americas are now built around the 1881 lightweight standard.
So when choosing between 1881 and 1810, the real question isn’t which one can make a water or CSD bottle—both can. What truly matters is whether the neck finish matches your market requirements and your blow-molding and filling equipment.
Blow-Molding Compatibility Difference
Before switching standards, you must confirm that your equipment accepts the neck finish.
PCO 1810 Compatibility
Older Sidel, Krones, and early Haitian models commonly support 1810. The system is stable but limits future lightweight upgrades.
PCO 1881 Compatibility
Most new blow-molding lines already support 1881. If your line was installed or upgraded within the past 5–10 years, it likely accepts 1881. When in doubt, confirm three items with your OEM:
– Short-neck support capability
– Gripper size matching the support-ring diameter
– Whether the cooling ring requires replacement
If you cannot confirm your neck-change components, do not mix 1810 and 1881 on the same machine.
Cap Compatibility Difference
Even though both are 28 mm, their caps are not interchangeable. The thread height, sealing surface, and torque behavior differ completely.
Using the wrong cap will cause loose closures, slipping, leakage, torque instability, or pressure-related popping on CSD lines.
So the match is strict: 1810 preform → 1810 cap and 1881 preform → 1881 lightweight cap.
In short, PCO 1810 and PCO 1881 serve the same water and CSD market, but they solve the job differently. 1810 keeps a heavier long-neck structure, which works well with older filling lines and regions that still rely on legacy closure systems. 1881 moves to a shorter, lighter finish, cutting neck weight, improving cooling, and running more efficiently on modern blow-molding and capping equipment.
Today, 1881 is the standard most brands are moving toward—mainly for its lightweight profile, lower resin cost, and better production speed. As more factories upgrade their lines, 1881 increasingly becomes the default neck finish for global beverage packaging.
That said, 1810 is still the practical choice when your equipment or local market requires long-neck compatibility.
At Enlightening Plast, both PCO 1810 and PCO 1881 neck standards are fully supported, and 25 years of PET preform manufacturing experience help ensure you receive accurate neck dimensions, stable batch quality, and smooth performance on your equipment. With 700+ molds and high-capacity production, we can match your market needs, support large-volume orders, and customize preforms to your exact specifications—so you can run your line with confidence.