
A PET preform system is a complete closed-loop setup that takes PET resin, turns it into high-quality bottle preforms, and recycles any defective ones back into reusable material.
It includes the resin drying and dehumidifying system, injection molding unit, precision multi-cavity molds, cooling and conveying line, crushing and regrind unit, and an inline inspection and automation control system — all working together as one connected process.
To keep everything running steadily, the PET preform system is also supported by key auxiliary units like air compressors, chillers, temperature control units, and centralized feeding systems. These don’t shape the preforms directly, but they keep the entire operation stable, efficient, and continuous.
In short, a PET Preform System isn’t just about molding — it’s about keeping the whole cycle balanced, from resin preparation to recycling.
Continue reading to see how each part of the system works in detail!
1. Resin Handling and Drying System
This is the starting gate. PET is hygroscopic, so resin must be dry, clean, and correctly dosed before it ever reaches the screw. Otherwise, the rest of the line cannot run stably.

Core components (every preform line should have):
- Dehumidifying dryer (–40 °C dew point air): Heats pellets to 160–180 °C and lowers moisture to ≤ 0.02%.
Why it’s mandatory: If moisture remains, PET hydrolyzes in the barrel → IV drops, preforms turn hazy/brittle, and blow-molding shows thin walls, cracks, leaks. - Sealed hopper loader & closed conveyors: Move dried pellets to the machine without re-exposure to ambient air.
Risk if missing: Reabsorption during transfer → moisture spikes, unstable shot weight, neck defects. - Gravimetric material mixer (masterbatch/additives): Precise dosing keeps color, IV, and melt viscosity consistent.
If off-ratio: Streaks, color drift, gate crystallization, and inconsistent reheating in blow lines.
Optional / enhanced (explain when used):
- Infrared dryer: For high-throughput changeovers; faster heat-up, lower carryover moisture.
- Centralized drying & feeding: For multi-machine halls to standardize dew point and reduce labor.
Process checkpoint (go/no-go):Moisture ≤ 0.02%, pellets warm and contamination-free, dosing verified. If any item fails, do not start molding—you will trade minutes saved for hours of rejects and downtime later.
2. Advanced PET Resin Drying and Dehumidification Subsystem
A PET preform system relies on precise moisture control. Beyond the standard dryer, some manufacturers add an advanced drying and dehumidification subsystem to stabilize resin quality and energy use.

Common configuration:
- Dehumidifier Unit – The core of every setup, using molecular sieves or desiccant wheels to keep process air below –40 °C dew point.
- Hot-Air Circulation Dryer – Maintains uniform air flow and temperature for steady drying.
- Mixing Hopper – Ensures equal heat exposure and prevents pellets from clumping.
Optional enhancements (for high-volume plants):
- Infrared Dryers – Shorten drying time by direct radiation heating; typically used on lines exceeding 1 ton/hr.
- Centralized Drying Systems – Serve multiple molding machines with one large dehumidifier to reduce labor and energy loss.
- PLC & Sensor Control – Automates dew-point correction and temperature adjustment for round-the-clock precision.
Note: If dew point fluctuates or hot air is uneven, resin IV rapidly declines, causing brittle preforms and unstable injection flow. Once this happens, no downstream adjustment can restore quality — the entire batch must be reprocessed.
3. Injection Molding Unit
The Injection Molding Unit—essentially the injection molding machine itself—is the core equipment of any PET preform system. It’s where dried resin is heated, melted, injected, and formed into precise preforms under controlled temperature and pressure. A well-calibrated injection machine guarantees uniform wall thickness, clear transparency, and consistent neck finish across every shot.

Main configuration (standard on all lines):
- Screw and Barrel Assembly: Maintains 270–285 °C melt temperature and stable viscosity for clear, strong preforms.
- Injection and Clamping System: Controls cavity pressure and shot weight to prevent short shots or flash.
- Servo-Hydraulic Drive: Provides stable power with lower energy consumption and smoother operation.
Optional subsystems (installed within or directly linked to the injection molding machine for high-efficiency or automated setups):
- Melt Pump & Back-Pressure Control: Keeps flow constant and minimizes pressure fluctuation.
- Servo-Electric Injection Units: Improve precision in lightweight or multi-cavity molds.
- Integrated Mold-Temperature Control: Synchronizes mold cooling with injection parameters for consistent results.
If melt pressure or temperature stability is lost, cavities will fill unevenly—causing air traps, neck ovality, and surface haze. These defects cannot be corrected later, so maintaining a well-tuned injection molding machine is the most critical safeguard for product quality.
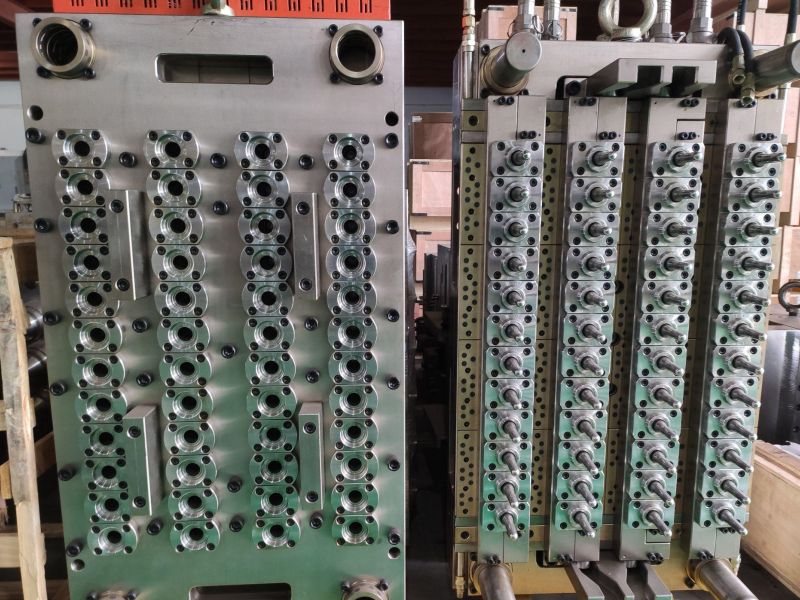
4. Precision Multi-Cavity Mold System
Within a PET Preform System, the mold system is directly mounted on the injection molding machine — it’s the interface between molten resin and finished preform shape. Each factory typically operates two to four mold sets per molding line, allowing quick changeovers or maintenance without production delays.
A precision multi-cavity mold defines every preform feature — neck thread, wall thickness, and sealing surface — with micron-level accuracy. It connects to the injection machine through a hot runner interface and to the next stage (cooling and conveyor) via automatic take-out robots, ensuring smooth, closed-loop production.
Main mold components (standard configuration):
- Cavity and Core Inserts: Made from hardened stainless steel or beryllium copper, polished to optical clarity.
- Hot Runner Manifold: Distributes melt evenly to all cavities, maintaining stable flow and preventing crystallization or streaks.
- Cooling Channel Circuit: Circulates temperature-controlled water (±1 °C) to ensure dimensional stability and prevent shrinkage.
Optional enhancements (for high-precision or large-volume plants):
- Valve-Gate Hot Runner System: Offers independent control of each cavity to balance fill time and reduce gate marks.
- Quick-Change Mold Base: Speeds up cavity replacement for different preform sizes.
- Integrated Cooling Skirt or Air-Ejection System: Accelerates demolding for thin-wall or lightweight designs.
If the cooling circuit or hot-runner balance is off, even by a few degrees or grams, the result is visible defects — uneven neck threads, dull surfaces, or poor sealing. Therefore, mold alignment, water-flow balance, and preventive maintenance tools (such as pressure gauges and flow meters) are essential for long-term precision and production stability.
5. Cooling and Conveyor Integration
Once preforms leave the mold, the cooling and conveyor system takes over — it’s the bridge between injection and inspection. This subsystem ensures each preform cools evenly, maintains its shape, and moves smoothly to the next stage without deformation or contamination.
Each molding line is typically equipped with one integrated cooling and conveying setup per injection machine, directly linked to the mold’s take-out robot. The robot grips each preform by its neck ring, transfers it to the cooling section, and places it onto the conveyor for gradual air cooling.
Core equipment:
- Take-Out Robots: Mounted beside the injection press to remove preforms precisely without contact marks or scratches.
- Cooling Conveyors / Air-Flow Tunnels: Circulate air at 20–25 °C to equalize temperature and release internal stress.
- Box Filling & Counting Units: Automatically stack and record preforms by cavity number, ensuring full traceability.
Optional systems (used in automated or high-speed plants):
- Closed-Loop Cooling Water Circuits: Maintain constant water temperature for improved energy efficiency.
- Ionized-Air Cleaning Modules: Remove dust during conveying for food-grade or pharma preforms.
- Reject Diverter Units: Instantly separate off-spec pieces before packaging or inspection.
If cooling is uneven or delayed, residual stress can cause cracking during blowing or storage. A balanced air-cooling tunnel and synchronized robot timing are therefore vital tools for maintaining preform stability and ensuring continuous, efficient production flow.
6. Inline Quality Inspection and Data Monitoring
In a PET preform line, the inspection and data monitoring system sits right after cooling — it’s where technology takes over to make sure every preform meets exacting standards before it moves to packing or regrind. You can think of it as the “eyes and brain” of the entire system.
Most production lines today come with inline vision cameras and precision sensors, while more advanced setups include data-tracking and AI modules that keep quality under control automatically.
Typical configuration:
- Vision Cameras & Optical Sensors: Installed along the conveyor to spot scratches, bubbles, or color streaks instantly.
- Weight and Dimension Gauges: Check neck diameter, wall thickness, and body symmetry, maintaining ±0.05 mm precision.
- Sorting or Reject Units: Remove off-spec preforms immediately and send them to the regrind section, keeping the main output perfectly clean.
Larger factories often add SPC or AI-driven monitoring platforms that track cavity yield, melt temperature, or cycle drift — automatically suggesting or applying corrections before a fault spreads. It’s a small investment that saves hours of rework and thousands in wasted resin.
7. Utility and Auxiliary Systems
While they don’t directly touch the product, these systems keep everything running.
Chillers, temperature control units, and air compressors deliver the precise conditions that molding machines depend on.
- Chillers and TCUs: Provide constant cooling water at 20–25 °C to stabilize mold and resin temperatures.
- Air Compressors: Supply clean, dry compressed air for pneumatic drives and material transfer.
- Power Management Units: Safeguard against voltage swings and ensure uninterrupted production.
These subsystems may stay in the background, but they’re the reason the entire process remains stable shift after shift.
8. Automation and Central Control
In a modern PET Preform System, every section — from resin drying to cooling and inspection — runs under one coordinated control network. Think of it as the system’s “central nervous system,” linking all machines so they work in perfect rhythm.
At the heart of it is the Main Control Panel, mounted beside the injection machine. It manages all timing, temperature, and pressure settings, ensuring every cycle runs with precision. Operators can adjust parameters or check system status in seconds through an intuitive touchscreen interface.
Core automation setup:
- PLC or SCADA Network: Connects all major modules (drying, molding, cooling, inspection) and ensures data flows seamlessly between them.
- Remote Monitoring Terminals: Allow engineers to observe real-time production data and make quick adjustments from control rooms or laptops.
- Alarm & Diagnostic System: Instantly alerts operators to temperature drift, sensor errors, or pressure imbalance — reducing downtime and scrap.
Optional smart functions (in advanced systems):
- AI-Based Optimization: Learns from previous production runs to fine-tune cycle times, balance cavity output, and cut energy use automatically.
- Cloud Data Logging: Stores full production records for quality audits or predictive maintenance tracking.
Without centralized automation, each module must be adjusted manually — increasing error risk and slowing production. A well-integrated control system not only boosts efficiency but also gives you traceability, consistency, and peace of mind across every shift.
9. Maintenance and Mold Management
Even the best PET preform system needs care to stay in top condition. The maintenance and mold management subsystem is designed to keep every moving part running smoothly and every mold performing as if it were new.
Each production line usually includes a maintenance cabinet near the molding area, equipped with lubrication, cleaning, and digital tracking tools that minimize downtime.
Standard equipment includes:
- Automatic Lubrication System: Installed on the injection machine and take-out robot, it delivers precise oil or grease doses to bearings and slides, preventing friction and overheating.
- Mold Cleaning & Storage Station: Located beside the production cell; uses compressed air, ultrasonic cleaning, or alcohol spray to keep mold cavities polished and free of residue.
- Maintenance Tracking Software: Built into the central control system, it records mold cycles and sends reminders before service intervals are reached.
Larger factories may also use mold preheating carts or offline inspection tables to prepare the next mold set while production continues — ensuring quick changeovers without interrupting the line.
If lubrication or mold cleaning is skipped, wear marks appear quickly on cavity surfaces, leading to dull preforms or neck sealing failures. A disciplined maintenance schedule is the simplest way to protect output quality and extend equipment life.
10. Crushing and Regrind System
To make the PET Preform System truly closed-loop, you need a reliable crushing and regrind subsystem. It’s usually installed near the inspection or packing area, where rejected or trimmed preforms are collected automatically.
The setup turns imperfect preforms back into usable raw material — saving both resin and cost.
Main components:
- Crusher (Granulator): Cuts rejected preforms into small, uniform flakes within seconds.
- Dust Separator & Filter Unit: Removes fine particles to keep flakes clean and safe for reuse.
- Regrind Mixer or Blender: Combines the reprocessed flakes with virgin PET resin in controlled ratios (typically 5–15%), ensuring stable melt flow and transparency.
Some advanced plants add a dedicated vacuum loader that feeds regrind material directly into the drying hopper, avoiding manual handling and contamination. If the regrind system is not properly filtered or the mixing ratio isn’t monitored, it can cause haze, color variation, or IV drop in the next batch. Consistent regrind management not only cuts waste but also ensures long-term sustainability without sacrificing clarity or strength.
Conclusion
A PET Preform System is much more than a collection of machines — it’s a synchronized ecosystem where drying, molding, cooling, inspection, and automation work in harmony to produce preforms that meet the highest industrial standards. When each subsystem performs at its best, the result is efficiency you can measure: faster cycles, stable quality, and dependable output day after day.
Behind this precision lies a simple truth — consistent preform quality builds consistent brands. Working with a partner who understands system-level integration means you gain more than equipment; you gain reliability, technical confidence, and a smoother production future.
We welcome you to visit our facility, see how our PET preform systems operate in real time, and discover how integrated process control can elevate both your packaging performance and your peace of mind. If you’d like to learn more or discuss your project in detail, please contact us anytime.


